






Welcome to ACE O.C.T.G. Ltd – Leading Company of Downhole Drilling Equipments and Raw Material of Oil Steels
ACE O.C.T.G. Ltd is a global supplier of AISI 4145H Mod, AISI 4130, AISI 4140 - L80, AISI 4330 V Mod. and Amagnit 501/601 oil steels and high quality downhole drilling tools to the international Oil & Gas exploration industry, with a large centrally located storage area in the Jebel Ali sea-port free zone, Dubai, United Arab Emirates and stocking facilities located in Houston and Singapore.
The company has been established in 2004 by a group of experienced oilfield operatives.
ACE O.C.T.G. Ltd drilling tools are produced and manufactured in full compliance with API SPEC 7-1, NS-1 and DS-1 latest edition, and supplied with mill test certification. Affiliated with reputable steel mills and drilling tool manufacturers in the USA, Europe, the United Arab Emirates and Asia, we are excellently positioned to supply high quality drilling tools and oil steels, with a close attention to customer’s drilling schedules.
We have established a Quality Manual that defines our QA/QC policies, systems, procedures and commitments to apply to our whole supply chain.
ACE O.C.T.G. FZCO (our Dubai Sales Office) is an ISO 9001:2015 facility certified by API.
Among the products offered by our company we can list the following:
Our market is worldwide, as our customers are located in Asia, Middle East, Europe, Scandinavia, Canada, USA, South America, Australia and New Zealand.
With an “in-house” sea-freight and logistical support, we offer accurate and competitive shipping services for the safe deliveries all over the world.
ACE O.C.T.G. Ltd recognizes the importance of a corporate environmental policy. We want to work with
our suppliers, manufacturers, subcontractors, customers and employees to comply with the day-to-day
requirements of environmental good practice.
So we undertake to minimize pollution and waste,
and use natural and sustainable products and resources wherever possible.

Drill collars are manufactured from AISI 4145H Mod. chromium molybdenum alloy steel. Drill collar bars are full-length uniformly quenched and tempered to obtain API Spec.7-1,
NS-1 and DS-1 properties. Mill test certificates including mechanical properties, chemical analysis and non destructive inspections are supplied with all drill collars.
Mill test certificates guarantee conformance to API Spec. 7-1, NS-1, DS-1 and customer requirements.
Drill collar bars are trepanned and inside diameters are gauged to API Spec. 7-1 specification with a 10ft drift mandrel.
Bar surface finish is hot-rolled and mill-finish for diameter below or equal to 8 1/2 and forged and peeled for diameter above 8 ½.
All threads are cut with constant profile tools on CNC machines.
API relieve groove pin and bore back box stress relief features are standard.
Thread roots are cold-worked to improve fatigue resistance of the connection.
All connections are phosphatized and coated with API thread compound to prevent corrosion and galling. Standard pressed steel protectors are installed to ensure adequate thread protection.
Spiral drill collars are grooved to avoid differential pressure sticking in the hole.
Slip and elevators recesses are machined in accordance with API Spec.7-1 to improve handling efficiency and safety.
* Nota: NS-1 and DS-1 properties and certification are provided on request. Please specify your needs in your enquiry.
On inquiries
and orders
please specify
On inquiries
and orders
please specify
Heavy Weight Drill Pipes are machined from 31ft bars of AISI 4145H Mod. alloy steel, full-length quenched and tempered to obtain the API Spec. 7-1, NS-1 and DS-1 mechanical properties. All Heavy Weight Drill Pipe bars are trepanned and inside diameters are gauged to API Spec.7-1 specification, with a 10 ft drifts mandrel.
Welded Heavy Weight Drill Pipes consists of two tool joints and one central tube, assembled by welding. Tool joints are made from AISI 4145H Mod. alloy steel, quenched and tempered to obtain the API Spec. 7-1, NS-1 and DS-1 mechanical properties. Central tube is made from 1340 normalized steel to achieve API Spec.7-1, NS-1 and DS-1 mechanical properties. Each weld zone is fully ultrasonic inspected and hardness tested.
Heavy Weight Drill Pipes are machined from 31ft bars of AISI 4145H Mod. alloy steel, full-length quenched and tempered to obtain the API Spec.7-1, NS-1 and DS-1 mechanical properties.
When delivered each HWDP has been inspected according to API Spec.7-1, NS-1 and DS-1. An inspection certificate is provided including mechanical properties, chemical analysis and inspections.
API relieve groove pin and bore back box stress relief features are standard. Thread roots are cold-worked to improve fatigue resistance of the connection. All connections are phosphatized and coated with API thread compound to prevent corrosion and galling. Standard pressed steel protectors are installed to ensure adequate thread protection.
On request, High Torque connections can be manufactured. Heavy Weight Drill Pipes can also be delivered blank ended.
To optimize wear resistance, Hardbanding is standard on tool joints and central upset.
Standard wear bands:
Type of hardbanding is according to customer’s requirements.
We offer the main following hardbanding types:
Other hardbanding types can be provided, on request.
Internal coating can be provided on request.
* Nota: NS-1 and DS-1 properties and certification are provided on request. Please specify your needs in your enquiry.
On inquiries
and orders
please specify
Drill pipes are manufactured from upset pipe body ends and friction welded on tool joints. Tool joints are forged from chromium molybdenum alloy steel and uniformly quenched and tempered to obtain API Spec.7-1 properties.
Pipe body standard grades , covered by API Spec. 5DP/ISO 11961 are:
The type of upset are: EU, IU,IEU
Tool Joints are weld to the pipe body by friction welding. After welding, an area wider than the weld zone to tempering temperature. Each weld is 100% inspected according to API Spec. 5DP.
Drill pipes are also provided with internal coating and the different types of box tool joint hardbanding.
On inquiries
and orders
please specify
The three blades are spiral milled in either right hand (R.H.) or left hand (L.H.) in mainly three configurations:
Blades are machined to provide maximum mud circulation.
Connections features, bore back box, stress relief pin, cold rolled thread roots, phosphate coated connections and thread protectors are standard. Blank ended Integral Stabilizers can be delivered.
Roller Reamers are designed for reaming and stabilization in any type of formation.
Body is manufactured from forging a single piece of AISI 4145H modifi ed steel, full length quenched and tempered to API Spec. 7-1, NS-1 and DS-1 All parts are made of special alloy steel heat-treated to suitable hardness Three diff erent types of cutters are off ered: T, F and B:
Hole openers are versatile tools used for hole enlargement up to 42 “. Body is machined from AISI 4145 Mod., fully heat treated forging to API Spec. 7-1with cutter arms welded onto the body. Cutter arms are hardfaced and equipped with removable fi xed cutter. Hole openers feature three to seven jet tubes with replaceable nozzles to allow the jets to clean the cutters and the hole opening.
Cutters are available in three types:
Square and Hexagonal Kellys are manufactured from AISI 4145H Mod. steel. Kelly bars are full-length uniformly quenched and tempered to obtain API Spec. 7-1 mechanical properties.
Kelly ends, drive sections, internal diameters and connections are machined and inspected to API Spec.7-1.
Drive section of all kellys are gauged for dimensional accuracy using a sleeve gauge conforming to API Spec.7-1 specifications. Kelly bored bars are gauged to API specification with a 10 ft drift mandrel.
Mill test certificates including mechanical properties, chemical analysis and inspections are supplied with all kellys.
All Kellys are supplied with pressed steel thread protectors and located within plain shipping scabbards.
Special or non-standard lengths are available on request.
Integral Kellys up to 54’ length are available on request.
On inquiries
and orders
please specify
All rotary subs are manufactured from AISI 4145H modified chromium molybdenum alloy steel, fully-quenched and tempered to obtain API Spec. 7-1 mechanical properties.
All connections are machined according to API Spec.7-2 and thread roots are cold worked, phosphatized and coated with API thread compound and equipped with protectors.
The following rotary subs are available:
Straight OD Subs is used to connect drill stem products that have a similar outside diameter
Reduced Section Sub is used to connect drill stem members that have different diameters.
The cross section change necessarily to accommodate different connections
Saver Sub or Kelly Saver Sub is used to extend the life of the Kelly. The saver sub connection can be easily repaired or inexpensively replaced.
Lift subs and lift plugs are manufactured from AISI 4145H modified chromium molybdenum alloy steel, fully-quenched and tempered to obtain API Spec. 7-1 mechanical properties.
All connections are machined according to API Spec.7-2 and thread roots are cold worked, phosphatized and coated with API thread compound and equipped with protectors.
Pup joints are machined from integral bars of AISI 4145H MOD alloy steel, full-length quenched and tempered to obtain the API Spec. 7-1 mechanical properties.
All connections are machined according to API Spec.7-2 and thread roots are cold worked, phosphatized and coated with API thread compound and equipped with protectors.
Pup joints are available in 10, 15 and 20 ft lengths to match standard drill pipes dimensions. The primary use of the pup is to adjust the overall length of the drill string to land at a specific depth.
Non-Magnetic Drill Collars are produced from Amagnit 501 and Amagnit 601.
Amagnit 501 and 601 are chromium manganese austenitic low carbon alloy steels obtained by VOD process, and rotary hammer warm forging process combining chemical analysis and temperature / time cycle.
Amagnit 501 and 601 are resistant to stress corrosion cracking with high mechanical properties, low magnetic permeability and no tendency to galling.
A compressive layer is applied to the bore of the collars to increase the resistance to stress corrosion cracking.
All threads are cut with constant profile tools on CNC machines.
API relieve groove pin and bore back box stress relief features are standard.
Thread roots are cold-worked to improve fatigue resistance of the connection.
All connections are coated with API thread compound to prevent corrosion and galling.
Standard protectors are installed to ensure adequate thread protection.
On inquiries
and orders
please specify
Non-Magnetic Flex Collars and Pony Collars are produced from Amagnit 501 and Amagnit 601.
Amagnit 501 and 601 are chromium manganese austenitic low carbon alloy steels obtained by VOD process, and rotary hammer warm forging process combining chemical analysis and temperature / time cycle.
Amagnit 501 and 601are resistant to stress corrosion cracking with high mechanical properties, low magnetic permeability and no tendency to galling.
A compressive layer is applied to the bore of the collars to increase the resistance to stress corrosion cracking.
The lengths of Non-Magnetic Flex Collars are generally 31, 15 and 10 feet.
Other sizes can be provided, on request.
Pony Collars are short slick drill collars which are used in order to adjust the length and control the placement of components in bottom-hole assembly. The lengths of the Pony Collar are 5, 10, 15 and 20 feet.
Other sizes can be provided on request.
On inquiries
and orders
please specify
All non-magnetic rotary subs are manufactured from Amagnit 501 and Amagnit 601.
All connections are machined according to API Spec.7-2 and thread roots are cold worked and coated with API thread compound and equipped with protectors.
The following rotary subs are available:
Straight OD Subs are used to connect drill stem products that have a similar outside diameters.
Reduced Section Subs are used to connect drill stem members that have different diameters.
The cross section changes necessarily to accommodate different connections.
Non-Magnetic Stabilizers are manufactured from chromium manganese austenitic low carbon alloy obtained by VOD process and high speed press warm forging process combining chemical analysis and temperature /time cycle to get API Spec. 7-1 properties.
Ultrasonic inspection and MPI inspections are performed on each forging over its full length and section, after rough machining according to API Spec 7-1.
Mill test certificates including mechanical properties, chemical analysis, magnetic properties and inspections are supplied with all stabilizers.
A compressive layer is applied to the bore of the forgings to increase the resistance to stress corrosion cracking.
Non-Magnetic Milled blade integral stabilizers, blank ended are available on request.
The three blades are spiral milled in right hand in the configuration of 270° wrap angle.
Blades are machined to provide maximum mud circulation.
The blade diameter is 1/4 in. under size, for Integral Blade Stabilizers delivered without hardfacing.
The three blades are spiral milled in either right hand (R.H.) or left hand (L.H.) in main three configurations:
Blades are machined to provide maximum mud circulation.
Connections features, bore back box, stress relief pin, cold rolled thread roots, phosphate coated connections and thread protectors are standard.
Blank ended Integral Stabilizers can be delivered.
F 3000: Tungsten carbide inserts set in a powder spray deposit. It is recommended for non-magnetic stabilizers.
Hardfacing is applied to the leading edge for additional protection.
Blades are ground to a maximum diameter of 1/32 in. under gauge on all hole sizes.
Hot rolled or forged solid or bored round bars, quenched and tempered to API Spec.7-1, NS-1 and DS-1 specifications.
Mechanical properties are according to API Spec 7-1, NS-1 and DS-1.
Tensile, impact properties are determined by tests on specimens conforming to the requirement of ASTM A370.
Tests specimens are obtained from the end of the bar. The specimens are machined so that the centre point of the gauge area is located at minimum of 4" (100 mm) from the end of the bar. The tensile and impact specimens are oriented in the longitudinal direction, with the centerline of the specimen located 1" (25.4 mm) from the outside surface. Impact specimens are radially notched.
On request, mechanical properties can be determined on test specimens taken at mid-radius.
Ultrasonic inspections and surface defects inspections are performed, in accordance with API Spec 7-1, NS-1 and DS-1 procedures, on each product.
Finish and appearance of our products comply with ASTM A322.
* Nota: NS-1 and DS-1 properties and certification are provided on request. Please specify your needs in your enquiry.
On inquiries
and orders
please specify
Hot rolled or forged solid or bored round bars, square bars, disks and rings, H2S Service, quenched and tempered to API Spec.6A, 75K, K, EE and ISO 15156 (NACE MR 0175).
| 75K | : | Standard tensile property requirement (Mini Yield Strength 75 000 psi) |
| K | : | Temperature operating range: - 60 / + 82 °C (- 75 / + 180 °F) Impact test at - 60°C (- 75°F) |
| EE | : | Sour Service (H2S Service) as defined in ISO 15156 (NACE MR 0175). |
| PSL : | : | Product specification level |
Tensile, impact properties are determined by tests on specimens conforming to the requirement of ASTM A370 Specimens are taken from QTC (Qualified Test Coupon) according to API Spec. 6A.
Ultrasonic inspections and surface defects inspections are performed on each product, in accordance with API Spec. 6A procedures.
Finish and appearance of our products comply with ASTM A322.
On inquiries
and orders
please specify
Hot rolled or forged solid or bored round bars, quenched and tempered to API Spec.7-1.
Mechanical properties are tested according to ASTM A370.
Tensile, impact properties are determined by tests on specimens conforming to the requirement of ASTM A370.
Test specimens are obtained from the end of the bar. The samples are taken at a distance of D/2 (D= diameter) from the end of the bar. The tensile and impact specimens are oriented in the longitudinal direction, with the centreline of the specimen located at mid-radius from the outside surface.
Impact specimens are radially notched.
Ultrasonic inspections and surface defects inspections are performed, in accordance with ASTM A388 and API Spec. 6A, PSL3, on each product.
Finish and appearance of our products comply with ASTM A322.
Hot rolled or forged, solid or bored round bars, H2 S Service, quenched and tempered to API Spec. 5CT and NACE MR 0175/ ISO 15156.
MECHANICAL PROPERTIES
Mechanical properties are according to API Spec. 5CT.
Tensile and impact properties are determined by specimen tests conforming to ASTM A370 requirements.
Specimens are taken from the end of the bar, oriented longitudinally, with the centerline of the specimen located at mid-radius or mid-wall.
NON-DESTRUCTIVE EXAMINATIONS
Ultrasonic and surface defect inspections are performed in accordance with ASTM A388 procedures on each product.
FINISH AND APPEARANCE
Bars are peeled or turned after heat treatment and free of scale, cracked seams or other defects.
Non-Magnetic products manufactured by ACE O.C.T.G. are produced from Amagnit 501 and Amagnit 601;Amagnit 501 and 601 are chromium manganese austenitic low carbon alloy steels obtained by VOD process, and rotary hammer warm forging process combining chemical analysis and temperature / time cycle.
Amagnit 501 and 601 are resistant to stress corrosion cracking with high mechanical properties, low magnetic permeability and no tendency to galling.
Non magnetic properties are certified at delivery and remain constant during the life time of the products.
| Max | : | 1.010 |
| Average | : | 1.005 |
| Max | : | 0.05 micro-tesla / 100 mm |
The structure is austenitic, free of ferrite and precipitation at the grain boundary. The susceptibility to intergranular attack is carried out according to ASTM A 262 practice E. No intergranular cracks should be detected. Each bar is tested.
Amagnit 501 and 601 has passed all the main corrosion tests in chloride solutions imposed by the Directional Drilling Companies:
A compressive layer is applied to the bore of the collars to increase the resistance to stress corrosion cracking.
All main Directional Drilling Companies have formally approved grades Amagnit 501 and Amagnit 601.
Hot rolled or forged solid or bored round bars, H2S Service, quenched and tempered to API Spec.6A, 80K, K, EE , API Spec. 5CT and ISO 15156 (NACE MR 0175).
| K | : | Temperature operating range: - 60 / + 82 °C (- 75 / + 180 °F) Impact test at - 60°C (- 75°F) |
| EE | : | Sour Service (H2S Service) as defined in ISO 15156 (NACE MR 0175). |
| PSL : | : | Product specification level |
Chemical analysis is according to API Spec. 6A, grade L80 of API Spec. 5CT and AISI 4140.
Mechanical properties are according to API Spec 6A, 80K, K and API Spec. 5CT.
Tensile, impact properties are determined by tests on specimens conforming to the requirement of ASTM A370.
Specimens are taken from QTC (Qualified Test Coupon) according to API Spec. 6A.
Ultrasonic inspections and surface defects inspections are performed, in accordance with API Spec. 6A procedures, on each product.
Finish and appearance of our products comply with ASTM A322.







We would be glad to answer your questions and/or to study your enquiry. Please fill in the below fields and we will do our best to revert as quickly as possible.
Representative Office
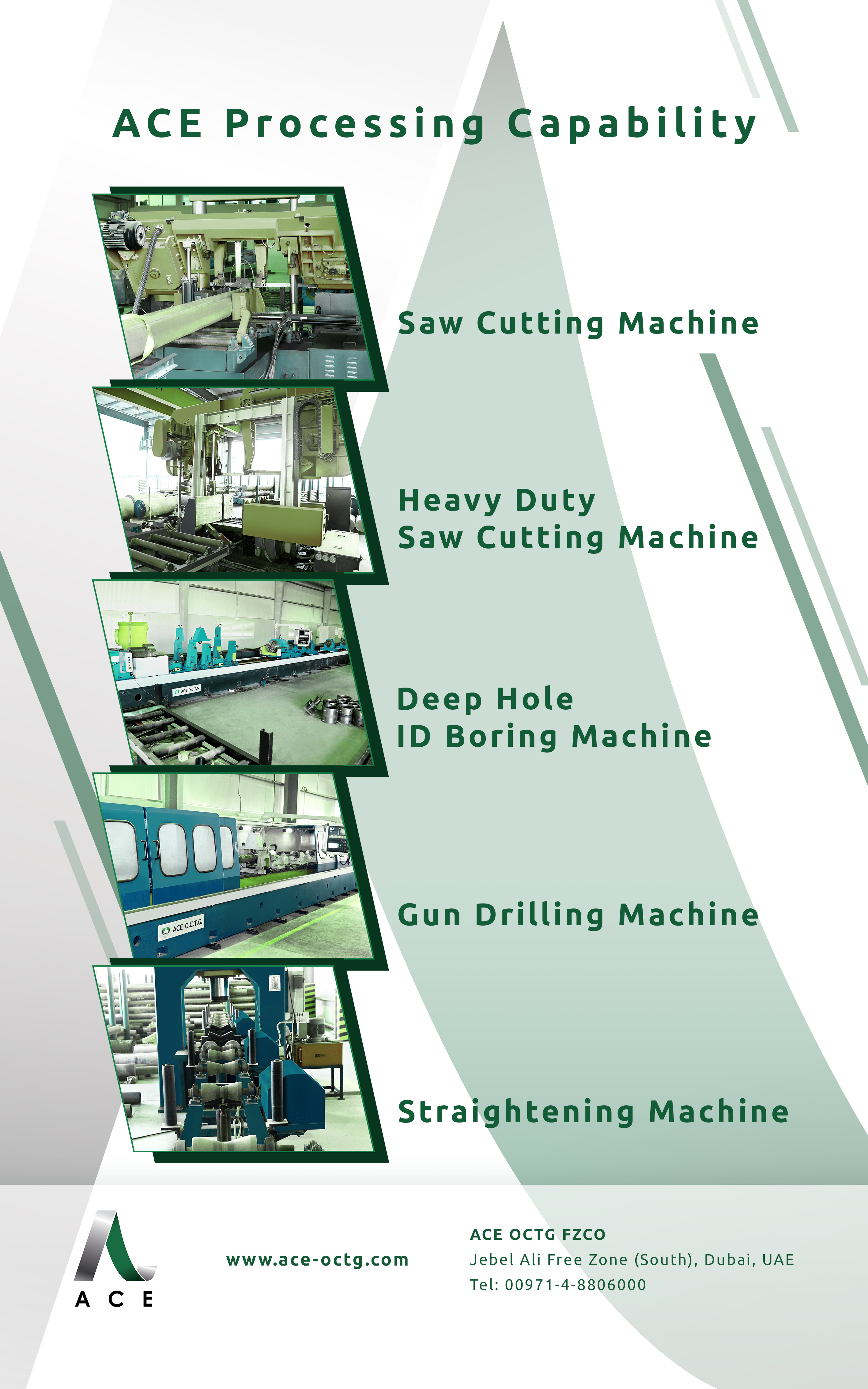
Sales Office and Steel Processing Center
Sales Office
Copyright 2012 to ACE O.C.T.G Ltd. - all rights reserved. The content of this Website is subject to copyright protection and other laws for the protection of intellectual property. No dissemination or alteration of the content of these pages or of the frame or similar measures is permitted. These contents may not be copied, disseminated, modified or made available to third parties for commercial purposes.
We have carefully examined all information provided on our ACE-O.C.T.G. Ltd. website. Despite the great taken care, we cannot be held liable or furnish a guarantee that the data is correct, complete or up-to-date. This also applies to all other Websites that are referred to using hyperlinks. ACE O.C.T.G. Ltd. is not responsible for the content of Websites that are reached based on such connection. We do reserve the right to carry out unannounced updates or revisions or supplementation of the information and data refurbished.
This website does not grant any license to use the intellectual property owned by ACE O.C.T.G. Duplication, dissemination, reproduction and further transmission and other use are prohibited without the written consent of ACE O.C.T.G. Ltd.
Images and photographs of people or places found on the website, are the property of ACE O.C.T.G Ltd and/or are used by the latter with the approval of the owners of the rights. These images and photographs cannot be used without ACE O.C.T.G Ltd specific and explicit approval.
ACE O.C.T.G Ltd shall not be held liable for damages resulting from site access or use, including any deterioration or virus that may impact on your computer hardware or other property.

©Global ACE 2014